



![旋转喷涂线 ([content:p_xh])](/Upload/1576921685.jpg "旋转喷涂线 ([content:p_xh])")

涂装工作站工作原理是什么,涂装工作站厂家解答【全网推荐】
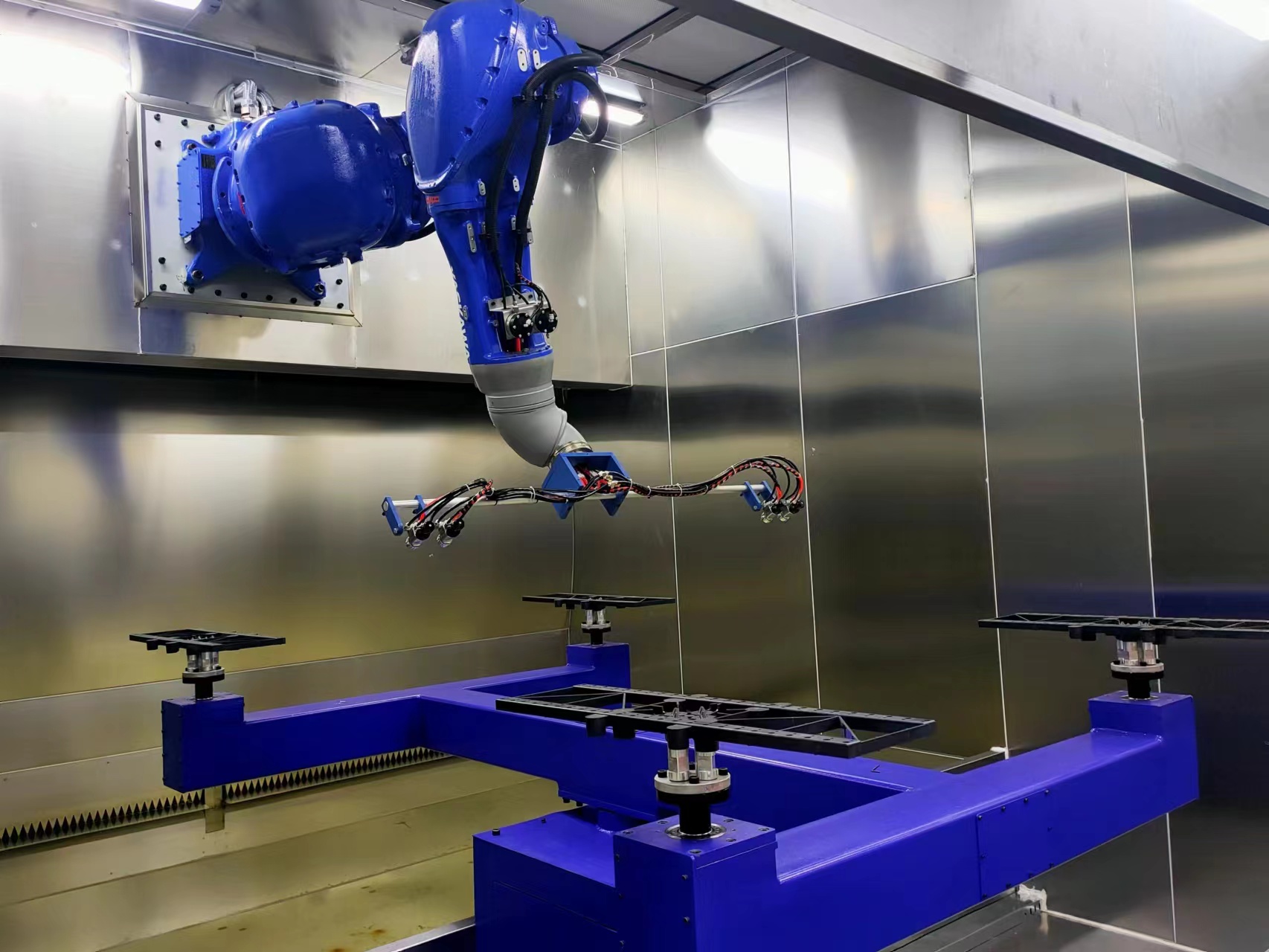
涂装工作站工作原理是什么,涂装工作站作为现代工业生产中实现产品表面涂装的核心设备,在汽车、家电、家具、机械制造等众多行业发挥着关键作用。它不仅能赋予产品美观的外观,还能起到防腐、耐磨等保护作用。下面将从工件输送、表面预处理、涂料喷涂、干燥固化四个主要环节,按序号详细介绍涂装工作站的工作原理。接下来就和锦科绿色小编一起来看看吧。
 1.工件输送原理
1.工件输送原理
1.1输送方式选择
涂装工作站依据不同生产需求,采用多种输送方式来移动工件。
悬挂链输送:此方式适用于大型、重型工件。工件被悬挂在轨道上,通过链条的带动在涂装工作站内平稳移动。其优点在于输送平稳,且承载能力强,能满足大型工件在涂装过程中的移动需求。
地面链输送:主要针对中小型工件。工件放置在地面链的托盘上,随链条一同移动。这种输送方式结构简单,成本相对较低,在中小型工件的涂装生产中应用广泛。
机器人搬运:具有高度的灵活性,能够根据工件的形状和位置进行精确抓取和放置。在对涂装精度要求较高的场合,如精密仪器、高端电子产品等的涂装中,机器人搬运方式能确保工件在输送过程中的位置准确性,从而提高涂装质量。
1.2输送速度控制
输送速度是影响涂装质量的关键因素之一。涂装工作站通过控制系统精确调节输送速度,以保证工件在各个工艺环节停留的时间符合要求。
喷涂环节:若输送速度过快,涂料无法均匀覆盖工件表面,会导致涂层厚度不均,影响产品的外观和防护性能;若输送速度过慢,则会降低生产效率,增加生产成本。
控制系统调节:通常采用变频器等设备来调节电机的转速,进而实现对输送速度的精确控制。操作人员可以根据不同的工件尺寸、涂料类型和涂装要求,在控制系统中设置合适的输送速度参数。
2.表面预处理原理
2.1除油原理
工件在加工和储存过程中,表面往往会沾染油污、灰尘等杂质,这些杂质会严重影响涂料的附着力和涂装质量。除油是表面预处理的重要环节,主要有化学除油和电化学除油两种方法。
化学除油:利用除油剂中的碱性物质与油污发生皂化反应,同时表面活性剂的乳化作用将油污从工件表面去除。在除油过程中,需要控制除油剂的温度、浓度和处理时间,以确保除油效果。
电化学除油:将工件作为阴极或阳极,浸泡在碱性电解液中通电。电解产生的气泡和电极反应能够加速油污的去除,具有除油速度快、效率高的优点。但电化学除油需要注意电解液的成分和电参数的选择,避免对工件造成腐蚀。
2.2除锈原理
对于金属工件,表面的锈蚀会严重影响涂层的结合力和耐腐蚀性。常见的除锈方法有机械除锈和化学除锈。
机械除锈:利用喷砂、抛丸等设备,通过高速喷射砂粒或钢丸冲击工件表面,去除锈蚀和氧化皮。机械除锈效率高,但可能会对工件表面造成一定的粗糙度,需要根据后续涂装要求选择合适的砂粒或钢丸粒度。
化学除锈:将工件浸泡在酸洗液中,利用酸与金属氧化物发生化学反应,将锈蚀溶解去除。在化学除锈过程中,需要严格控制酸洗液的浓度、温度和时间,避免过度腐蚀工件,同时要做好废液处理,防止环境污染。
2.3磷化原理
磷化是一种在金属表面形成一层磷化膜的化学处理方法,磷化膜具有良好的耐腐蚀性、附着力和润滑性,能够提高涂层与工件表面的结合力。
磷化过程:将工件浸泡在含有磷酸盐、促进剂等成分的磷化液中,在一定温度和时间内,金属表面与磷化液发生化学反应,生成一层不溶于水的磷酸盐结晶膜。
工艺参数控制:磷化膜的厚度和质量直接影响涂装效果,因此需要严格控制磷化液的配方、温度、pH值和磷化时间等工艺参数。
3.涂料喷涂原理
3.1喷枪工作原理
喷枪是涂料喷涂的核心设备,其工作原理基于压缩空气将涂料雾化并喷射到工件表面。
雾化过程:喷枪内部有涂料通道和空气通道。当压缩空气进入喷枪时,在喷嘴处形成高速气流,产生负压,将涂料从涂料通道吸入喷嘴。涂料在高速气流的作用下被雾化成细小的颗粒。
喷涂效果影响因素:喷枪的喷涂效果受到喷枪型号、喷嘴尺寸、气压、涂料流量等多种因素的影响。操作人员需要根据具体的涂装要求,如涂层厚度、涂层外观等,调整这些参数,以获得最佳的喷涂效果。
3.2喷涂方式选择
常见的喷涂方式有空气喷涂、无气喷涂和静电喷涂等,不同的喷涂方式具有不同的特点和适用范围。
空气喷涂:适用于对涂层外观要求较高、涂料粘度较低的场合。其喷涂效率较高,但涂料的利用率相对较低,因为部分涂料会在空气中飘散。
无气喷涂:利用高压泵将涂料加压,通过喷嘴直接喷射到工件表面。无气喷涂的涂料利用率高,喷涂速度快,适用于大面积、厚涂层的涂装,但对涂料的粘度有一定要求。
静电喷涂:利用静电场使涂料微粒带电,在电场力的作用下吸附到工件表面。静电喷涂具有涂料利用率高、涂层均匀、附着力强等优点,特别适用于复杂形状工件的涂装。
4.干燥固化原理
4.1干燥方式选择
涂装后的工件需要进行干燥固化,使涂料中的溶剂挥发,树脂发生交联反应,形成坚固的涂层。常见的干燥方式有自然干燥、热风干燥和红外线干燥等。
自然干燥:将涂装后的工件放置在通风良好的环境中,让涂料自然挥发溶剂并固化。自然干燥成本低,但干燥时间长,受环境温度和湿度影响较大,适用于对干燥速度要求不高的小批量生产。
热风干燥:通过加热空气,使热空气在工件表面循环流动,加速溶剂的挥发和涂料的固化。热风干燥干燥速度快,干燥效果均匀,但能耗较高。
红外线干燥:利用红外线的热效应,直接加热涂料和工件表面,使涂料快速干燥固化。红外线干燥具有加热速度快、热效率高、节能等优点,但设备成本相对较高。
4.2固化原理
涂料的固化过程主要是树脂分子之间的交联反应。不同类型的涂料具有不同的固化机理,如热固性涂料在加热条件下,树脂分子中的活性基团发生化学反应,形成三维网状结构;光固化涂料则在紫外线的照射下,光引发剂分解产生自由基,引发树脂分子的聚合反应。固化过程中需要控制温度、时间和光照强度等参数,以确保涂层具有良好的性能。 锦科绿色科技(苏州)有限公司对设备软硬件的研发设计,制造生产、有其丰富的实战成绩,以非标自动化,环境自动化为工程主项目,以沸石转轮和软件控制为产品核心。产品涉及生态环境的水体,土壤,空气的监测与治理修复,构建智能生物生态链,工业生产环境中的智能制造,办公环境中云系统服务三大领域。
锦科绿色科技(苏州)有限公司对设备软硬件的研发设计,制造生产、有其丰富的实战成绩,以非标自动化,环境自动化为工程主项目,以沸石转轮和软件控制为产品核心。产品涉及生态环境的水体,土壤,空气的监测与治理修复,构建智能生物生态链,工业生产环境中的智能制造,办公环境中云系统服务三大领域。
综上所述,涂装工作站通过工件输送、表面预处理、涂料喷涂和干燥固化等环节的协同工作,实现了对工件表面的高质量涂装。了解涂装工作站的工作原理,有助于合理选择和使用涂装设备,优化涂装工艺,提高涂装质量和生产效率。感谢阅读,想了解更多欢迎继续阅读《智能喷涂生产线怎么调喷涂模式,看完你就会了》。
1.1输送方式选择
涂装工作站依据不同生产需求,采用多种输送方式来移动工件。
悬挂链输送:此方式适用于大型、重型工件。工件被悬挂在轨道上,通过链条的带动在涂装工作站内平稳移动。其优点在于输送平稳,且承载能力强,能满足大型工件在涂装过程中的移动需求。
地面链输送:主要针对中小型工件。工件放置在地面链的托盘上,随链条一同移动。这种输送方式结构简单,成本相对较低,在中小型工件的涂装生产中应用广泛。
机器人搬运:具有高度的灵活性,能够根据工件的形状和位置进行精确抓取和放置。在对涂装精度要求较高的场合,如精密仪器、高端电子产品等的涂装中,机器人搬运方式能确保工件在输送过程中的位置准确性,从而提高涂装质量。
1.2输送速度控制
输送速度是影响涂装质量的关键因素之一。涂装工作站通过控制系统精确调节输送速度,以保证工件在各个工艺环节停留的时间符合要求。
喷涂环节:若输送速度过快,涂料无法均匀覆盖工件表面,会导致涂层厚度不均,影响产品的外观和防护性能;若输送速度过慢,则会降低生产效率,增加生产成本。
控制系统调节:通常采用变频器等设备来调节电机的转速,进而实现对输送速度的精确控制。操作人员可以根据不同的工件尺寸、涂料类型和涂装要求,在控制系统中设置合适的输送速度参数。
2.表面预处理原理
2.1除油原理
工件在加工和储存过程中,表面往往会沾染油污、灰尘等杂质,这些杂质会严重影响涂料的附着力和涂装质量。除油是表面预处理的重要环节,主要有化学除油和电化学除油两种方法。
化学除油:利用除油剂中的碱性物质与油污发生皂化反应,同时表面活性剂的乳化作用将油污从工件表面去除。在除油过程中,需要控制除油剂的温度、浓度和处理时间,以确保除油效果。
电化学除油:将工件作为阴极或阳极,浸泡在碱性电解液中通电。电解产生的气泡和电极反应能够加速油污的去除,具有除油速度快、效率高的优点。但电化学除油需要注意电解液的成分和电参数的选择,避免对工件造成腐蚀。
2.2除锈原理
对于金属工件,表面的锈蚀会严重影响涂层的结合力和耐腐蚀性。常见的除锈方法有机械除锈和化学除锈。
机械除锈:利用喷砂、抛丸等设备,通过高速喷射砂粒或钢丸冲击工件表面,去除锈蚀和氧化皮。机械除锈效率高,但可能会对工件表面造成一定的粗糙度,需要根据后续涂装要求选择合适的砂粒或钢丸粒度。
化学除锈:将工件浸泡在酸洗液中,利用酸与金属氧化物发生化学反应,将锈蚀溶解去除。在化学除锈过程中,需要严格控制酸洗液的浓度、温度和时间,避免过度腐蚀工件,同时要做好废液处理,防止环境污染。
2.3磷化原理
磷化是一种在金属表面形成一层磷化膜的化学处理方法,磷化膜具有良好的耐腐蚀性、附着力和润滑性,能够提高涂层与工件表面的结合力。
磷化过程:将工件浸泡在含有磷酸盐、促进剂等成分的磷化液中,在一定温度和时间内,金属表面与磷化液发生化学反应,生成一层不溶于水的磷酸盐结晶膜。
工艺参数控制:磷化膜的厚度和质量直接影响涂装效果,因此需要严格控制磷化液的配方、温度、pH值和磷化时间等工艺参数。
3.涂料喷涂原理
3.1喷枪工作原理
喷枪是涂料喷涂的核心设备,其工作原理基于压缩空气将涂料雾化并喷射到工件表面。
雾化过程:喷枪内部有涂料通道和空气通道。当压缩空气进入喷枪时,在喷嘴处形成高速气流,产生负压,将涂料从涂料通道吸入喷嘴。涂料在高速气流的作用下被雾化成细小的颗粒。
喷涂效果影响因素:喷枪的喷涂效果受到喷枪型号、喷嘴尺寸、气压、涂料流量等多种因素的影响。操作人员需要根据具体的涂装要求,如涂层厚度、涂层外观等,调整这些参数,以获得最佳的喷涂效果。
3.2喷涂方式选择
常见的喷涂方式有空气喷涂、无气喷涂和静电喷涂等,不同的喷涂方式具有不同的特点和适用范围。
空气喷涂:适用于对涂层外观要求较高、涂料粘度较低的场合。其喷涂效率较高,但涂料的利用率相对较低,因为部分涂料会在空气中飘散。
无气喷涂:利用高压泵将涂料加压,通过喷嘴直接喷射到工件表面。无气喷涂的涂料利用率高,喷涂速度快,适用于大面积、厚涂层的涂装,但对涂料的粘度有一定要求。
静电喷涂:利用静电场使涂料微粒带电,在电场力的作用下吸附到工件表面。静电喷涂具有涂料利用率高、涂层均匀、附着力强等优点,特别适用于复杂形状工件的涂装。
4.干燥固化原理
4.1干燥方式选择
涂装后的工件需要进行干燥固化,使涂料中的溶剂挥发,树脂发生交联反应,形成坚固的涂层。常见的干燥方式有自然干燥、热风干燥和红外线干燥等。
自然干燥:将涂装后的工件放置在通风良好的环境中,让涂料自然挥发溶剂并固化。自然干燥成本低,但干燥时间长,受环境温度和湿度影响较大,适用于对干燥速度要求不高的小批量生产。
热风干燥:通过加热空气,使热空气在工件表面循环流动,加速溶剂的挥发和涂料的固化。热风干燥干燥速度快,干燥效果均匀,但能耗较高。
红外线干燥:利用红外线的热效应,直接加热涂料和工件表面,使涂料快速干燥固化。红外线干燥具有加热速度快、热效率高、节能等优点,但设备成本相对较高。
4.2固化原理
涂料的固化过程主要是树脂分子之间的交联反应。不同类型的涂料具有不同的固化机理,如热固性涂料在加热条件下,树脂分子中的活性基团发生化学反应,形成三维网状结构;光固化涂料则在紫外线的照射下,光引发剂分解产生自由基,引发树脂分子的聚合反应。固化过程中需要控制温度、时间和光照强度等参数,以确保涂层具有良好的性能。
综上所述,涂装工作站通过工件输送、表面预处理、涂料喷涂和干燥固化等环节的协同工作,实现了对工件表面的高质量涂装。了解涂装工作站的工作原理,有助于合理选择和使用涂装设备,优化涂装工艺,提高涂装质量和生产效率。感谢阅读,想了解更多欢迎继续阅读《智能喷涂生产线怎么调喷涂模式,看完你就会了》。
